Elektroerosives Bohren und Senken:
auf einer maschine
Die AGEMA Präzisions – Bohrerodiermaschinen kombinieren die beiden Technologien, das Bohrerodieren und Senkerodieren auf einer Maschine. Erfahren Sie mehr über die konkreten Anwendungsfälle.
geschwindigkeit und präzision
AGEMA Maschinen ermöglichen die Bearbeitung extrem harter Materialien wie Hartmetall, gehärtetem Stahl oder polykristallinem Diamant (PKD) in Rekordzeit mit bis zu 12 mm/min in Hartmetall und 40 mm/min in Stahl. Wir können auch Materialien wie Nickellegierungen, Wolfram oder Titan, die mit herkömmlichen Methoden schwer zu bearbeiten sind, effizient bearbeiten.
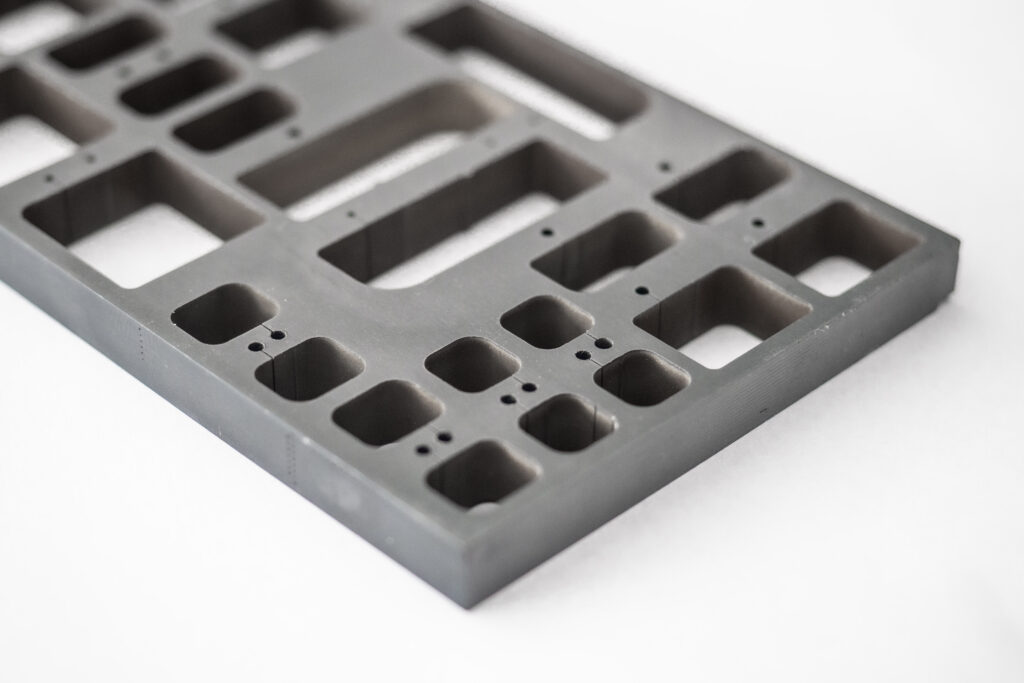
Beispiel: Startlochbohrungen für den Werkzeugbau, Entlüftungslöcher im Formenbau und Kühlbohrungen in Turbinenschaufeln in der Luft- und Raumfahrt.
Abgebildeter Demonstrator: Startlochbohrungen in 10 mm starker Hartmetallplatte.
Tiefe Bohrungen mit hohem Aspektverhältnis
Auf einer AGEMA Maschine wird die Elektrode durch unsere hochpräzise Zwischenführung so stabilisiert und geführt, dass sie auch bei großen Bohrtiefen nicht verläuft. Hierdurch sind tiefe Präzisionsbohrungen mit Längen-Durchmesser-Verhältnissen bis zu 1:300 möglich, die mit konventionellen Tieflochbohrmaschinen nicht realisierbar sind.
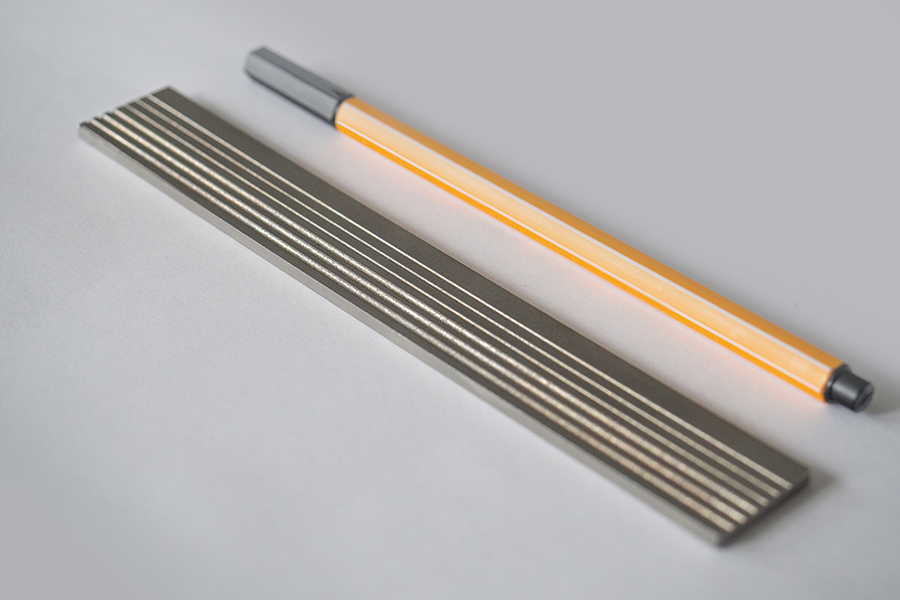
Anwendungsbeispiel: Bohrungen für Temperatursensoren in der Medizintechnik.
Abgebildeter Demonstrator: 0,7 mm und 1,5 mm Bohrungen in Edelstahl mit einer Tiefe von 200 mm.
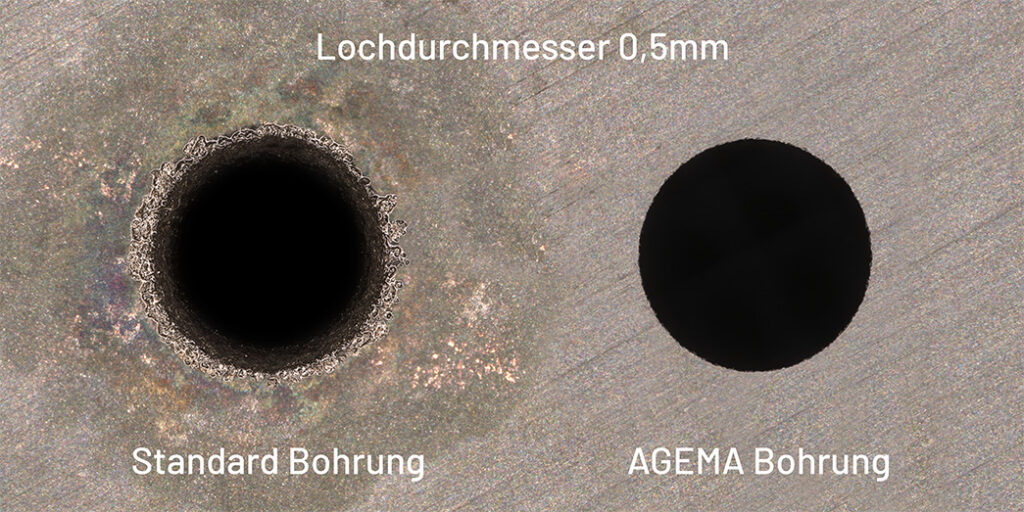
hohe oberflächengüte
Durch Öl als Dielektrikum erreichen wir höchste Präzision und Qualität im Erodierergebnis. Dadurch ergeben sich folgende Vorteile bei der erosiven Bearbeitung und dem Präzisions-Startlocherodieren von Hartmetall auf einer AGEMA Maschine:
kleiner Funkenspalt und somit genauere Toleranzen
Sehr hohe Oberflächengüte
keine Mikrorisse
keine Korrosion
kein Auswaschen von Kobalt
ermöglicht Senken & Bohren auf einer Maschine
Mikrobohrungen für höchste Ansprüche
Filigrane Mikrobohrungen ab 0,06 mm Durchmesser werden reproduzierbar und prozesssicher hergestellt – ideal für hochpräzise Komponenten in sensiblen Bereichen.
Beispiel: Bauteile für die Halbleiterindustrie oder medizinische Instrumente.
Abgebildeter Demonstrator: 0,15 mm Elektrode in Hartmetall mit einer Tiefe von 20 mm.
Funktionsbohrungen
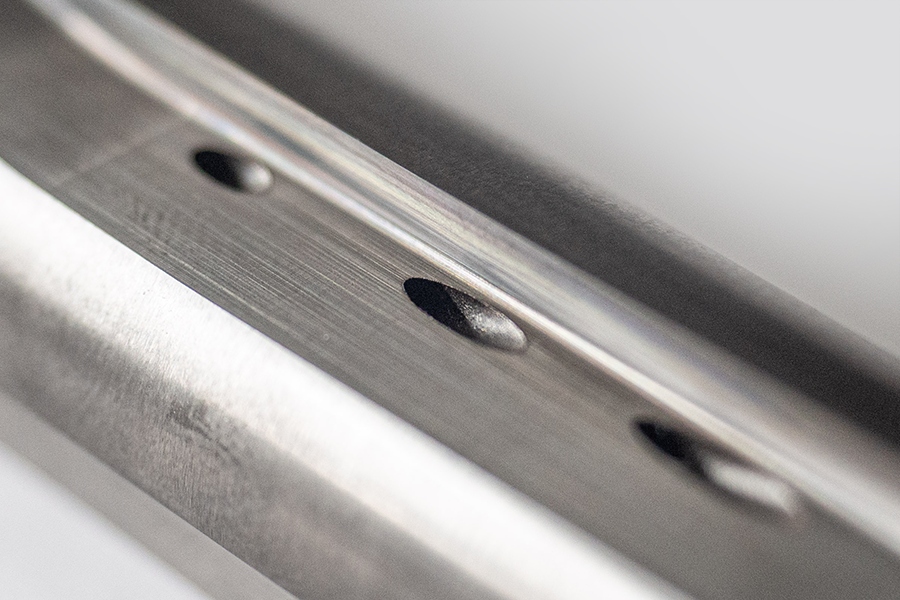
Das berührungslose Bohrerodieren ermöglicht Bohrungen mit sehr flachen Eintrittswinkeln, was maximale Gestaltungsfreiheit für komplexe Geometrien bietet.
Beispiel: Schräglochbohrungen für Kühlkanäle in Fräswerkzeugen.
Abgebildeter Demonstrator: Schräglochbohrungen in Hartmetallrohling.
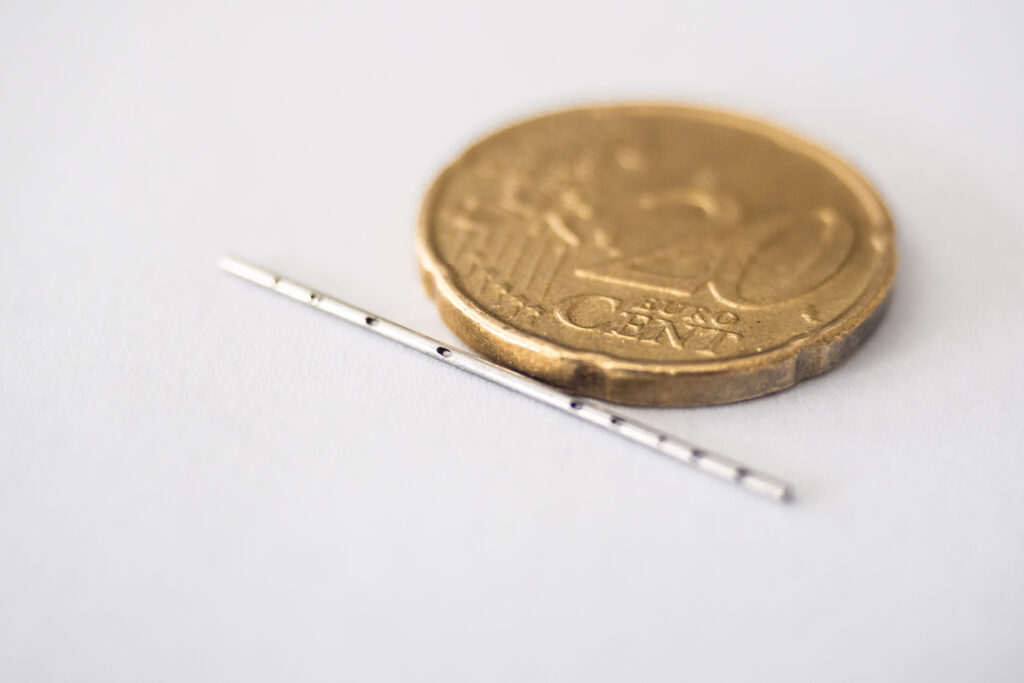
Schonende Bearbeitung empfindlicher Bauteile
Ohne mechanische Kräfte ist das Verfahren perfekt für dünnwandige oder filigrane Bauteile geeignet, ohne Verformungen oder Beschädigungen zu riskieren.
Beispiel: Düsen, Verdampfer oder Turbinenschaufeln in der Luftfahrt und Energieerzeugung.
Abgebildeter Demonstrator: Bohrungen in Metallrohr mit Durchmesser 1 mm und Wandstärke 0,1 mm.
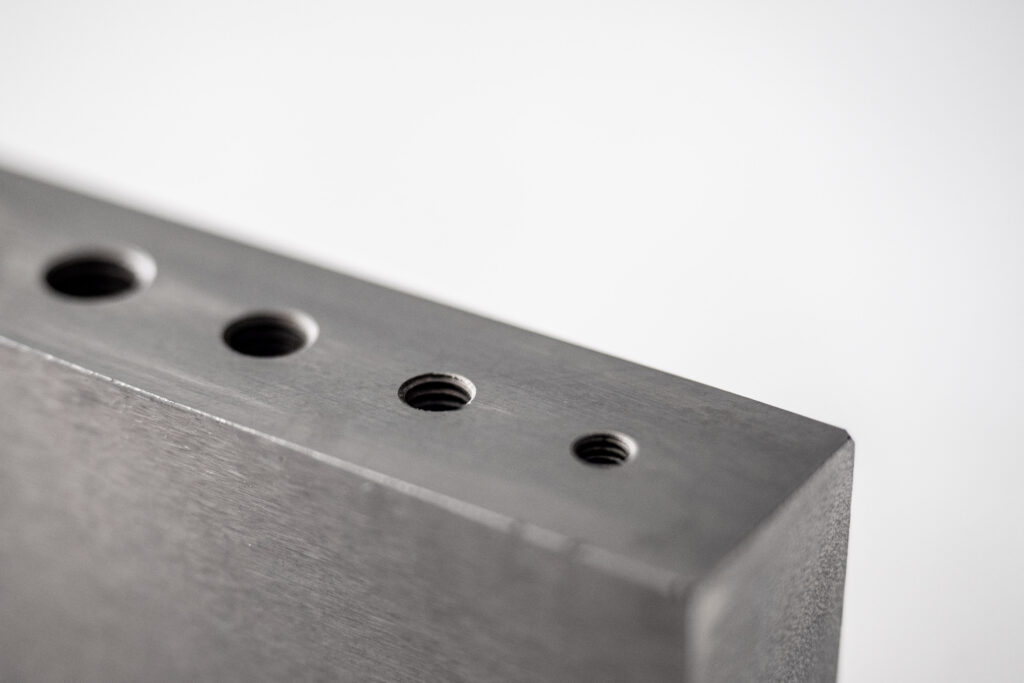
einbringung von gewinden in hartmetall
Unser Spezial-Gebiet sind Erodiermaschinen für erosives Schnellbohren und Senken auf einer Maschine. In Hartmetall und gehärtetem Stahl können Gewinde und Senkungen eingebracht werden. Weiterhin können dadurch auch Bohrungen aufgeweitet und somit hochgenaue Durchmesser erzeugt werden.
Beispiel: Funktionsbohrungen in Titan in der Luft- und Raumfahrt
Abgebildeter Demonstrator: Hartmetallblock mit Gewindebohrungen M2 bis M5.
entdecken sie unsere präzisions-erodiermaschinen
eine einzigartige technologie für
einzigartige herausforderungen