Bohrerodieren & Senkerodieren
Zwei Technologien – Eine Maschine
![]()
Bohrerodieren & Startlocherodieren
![]()
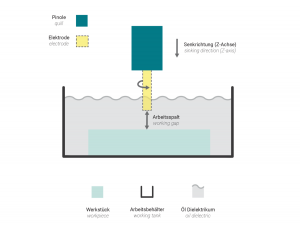
Senkerodieren
Die AGEMA Präzisions-Startlocherodiermaschinen kombinieren die beiden Technologien, das Bohrerodieren & Senkerodieren, auf einer Maschine.
Die AGEMA Startlocherodiermaschinen kombinieren die beiden Technologien, das Bohr- und Startlocherodieren sowie Senkerodieren, auf einer Maschine.
Elektrische Entladungen beim Bohrerodieren & Senkerodieren
Unsere AGEMA Präzisions-Erodiermaschinen nutzen elektrische Entladungen, um einen thermischen Abtrag an der Werkstückoberfläche zu erreichen, ohne dabei die Mikrostruktur zu beschädigen.
Elektrische Entladungen
Unsere AGEMA Erodiermaschinen nutzen elektrische Entladungen, um einen thermischen Abtrag an der Werkstückoberfläche zu erreichen, ohne die Mikrostruktur zu beschädigen.
Gerne können Sie uns Ihre Kontaktdaten hinterlassen und wir schicken Ihnen Beispielvideos zu.
Bohrerodieren & Startlocherosion
Erodieren Sie hochpräzise Bohrungen mit einer AGEMA Maschine.
Startlochbohrungen: Elektrodendurchmesser von 0.30 bis 10.00 mm
Mikrobohrungen: Elektrodendurchmesser von 0.08 bis 0.30 mm
Tieflochbohrungen: sehr hohe Aspektverhältnisse von bis zu 1:300 bei kleinen Durchmessern
Schräglochbohrungen, jeder Winkel von 0° bis 180° zur Werkstückachse
Präzisionsbohrungen in Stahl und in Hartmetall mit nachweislich minimaler Randzonenbeschädigung
hohe Genauigkeit der Bohrungen (Position, Geradheit, Zylindrizität)
hohe Abtragsgeschwindigkeiten insbesondere bei kleinen Durchmessern
Bohr- und Startlocherosion
Erodieren Sie hochpräzise Bohrungen mit einer AGEMA Maschine.
Startlochbohrungen: Elektroden-Durchmesser von 0.30 bis 10.00 mm
Mikrobohrungen: Elektroden-Durchmesser von 0.08 bis 0.30 mm
Tieflochbohrungen: sehr hohe Aspektverhältnisse von bis zu 1:300 bei kleinen Durchmessern
Schräglochbohrungen, jeder Winkel von 0° bis 180° zur Werkstückachse
Präzisionsbohrungen in Stahl und in Hartmetall mit nachweislich minimaler Randzonenbeschädigung
hohe Genauigkeit der Bohrungen (Position, Geradheit, Zylindrizität)
hohe Abtragsgeschwindigkeiten, insbesondere bei kleinen Durchmessern
Senkerodieren
AGEMA Maschinen sind auch dazu geeignet Senkerodieranwendungen durchzuführen
Passungen
Gewindeerodieren in Hartmetall und andere leitfähige Materialien anhand vordefinierter Technologien
Durchführung kleiner Senkarbeiten
Realisierung verschiedener Rauhigkeitsstufen beim Senken
Senkerodieren
AGEMA Maschinen sind auch dazu geeignet Senkerodieranwendungen durchzuführen
Passungen
Gewindeerodieren in Hartmetall und andere leitfähige Materialien anhand vordefinierter Technologien
Durchführung kleiner Senkarbeiten
Realisierung verschiedener Rauhigkeitsstufen beim Senken
Funktionsskizze: Aufweiten beim Bohrerodieren & Senkerodieren

Hier finden Sie nähere Informationen zum Bohrerodieren & Senkerodieren, sowie zu den Präzisions-Erodiermaschinen:
Bohrerodieren & Senkerodieren: die Werkstückmaterialien
Die AGEMA Maschinen können beim Bohrerodieren & Senkerodieren alle leitfähigen Materialien bearbeiten:
Hartmetalle
Beschichtete Materialien
Besonders schonende Bearbeitung von z.B. PKD, CBN, TiAlN
Messing
Nickelbasislegierungen
Stähle: Pulvermetallurigische Stähle, Kalt- & Warmarbeitsstähle
Leitfähige Keramik
Aluminium
Kupfer
Titan
Funktionsprinzip Funkenerosion: die Technologie des Bohrerodierens & Senkerodierens
Schritt für Schritt erklärt

Beim Bohr- und Senkerodieren berühren sich das zu bearbeitende Werkstück und das Werkzeug, die Elektrode, nicht. Beide sind an eine Gleichstromquelle angeschlossen. Der Spalt zwischen den beiden ist mit einem Dielektrikum, z.B. Öl, gefüllt. Durch das Dielektrikum und der damit verbundenen Isolation, fließt kein Strom zwischen Werkstück und Werkzeug.
Technisch wird kein Strom sondern eine Spannung angelegt. Das elektrische Feld ist dann unhäbhängig vom Z-Achsweg vorhanden. Wenn der Abstand klein genug ist, dann kommt es zum Funkenübersprung.
Wird elektrische Spannung angelegt, baut sich ein elektrisches Feld zwischen Werkstück und Werkzeug auf. Wird dann der Spalt zwischen diesen beiden durch das Verfahren des Z-Achsenweges verringert, kommt es bei einem sehr geringen Abstand zu einem Funkenübersprung und der Strom wird in Wärme umgesetzt. Es entstehen negativ und positiv geladene Teilchen.

Beim Senkerodieren werden dann die positiv geladenen Teilchen zum negativen Werkstück und die negativen zur positiv geladenen Elektrode gezogen. Dieser Austausch findet in einem Entladekanal statt. Im Entladekanal erreichen die Temperatur und der Druck Höchstwerte, das Dielektrikum verdampft darin und es entsteht eine Dampfblase.
Durch die erzeugte Wärme erhitzt sich nur im Bereich der Entladung die Materialoberfläche des Werkstücks sowie die Elektrode. Die Oberflächen des Werkstücks und Werkzeugs schmelzen und der Entladekanal weitet sich aus. Hierbei entsteht an der Oberfläche, die sog. Metallschmelze.

Die Wärmezufuhr kann durch Stromab- bzw. -aufbau gesteuert werden. Kommt es nun zur Stromabschaltung wird der Teilchenfluss gestoppt und der Entladekanal bricht zusammen. Durch diesen Zusammenbruch kommt es zur Implosion. Die Metallschmelze wird ausgeschleudert und verdampft im Öl. Weiterhin werden Teilchen am Werkstück sowie (gering) an der Elektrode durch die Spülung mit dem Öl herausgerissen.
Mit Anlegen eines neuen Spannungsimpluses beginnt der Funkenerosionsprozess von Vorne, bis die entsprechende Abtragsmenge durch die fortlaufende Entladung erreicht ist.
Beim Bohrerodieren verläuft der Prozess ähnlich wie der Bearbeitungsprozess beim Senkerodieren.
Lediglich die Polarität ist beim erosiven Schnellbohren gegenteilig, sodass die Elektrode negativ und das Werkstück positiv geladen ist. Der Unterschied der Verfahren ist weiterhin in der Abtragsgeschwindigkeit und dem Verschleiß der Elektrode zu finden. Beim Senkerodieren wird während der Bearbeitung so wenig wie möglich von der Elektrode abgetragen.
Im Gegensatz dazu wird beim Bohrerodieren das Material so schnell wie möglich abgetragen, ohne dabei Rücksicht auf den Elektrodenverschleiß zu nehmen. Die AGEMA Maschinen zeichnen sich durch eine hohe Präzision im Bereich dieses Verfahrens aus. Beim Bohrerodieren können unsere Kunden daher hohe Abtragsgeschwindigkeiten erreichen.

