Durch Öl als Dielektrikum erreichen wir höchste Präzision & Qualität im Erodierergebnis. Dadurch ergeben sich folgende Vorteile bei der erosiven Bearbeitung und dem Präzisions-Startlocherodieren von Hartmetall auf einer AGEMA Maschine:



Vergleich: Startlocherodieren in Hartmetall mit Wasser oder Öl?
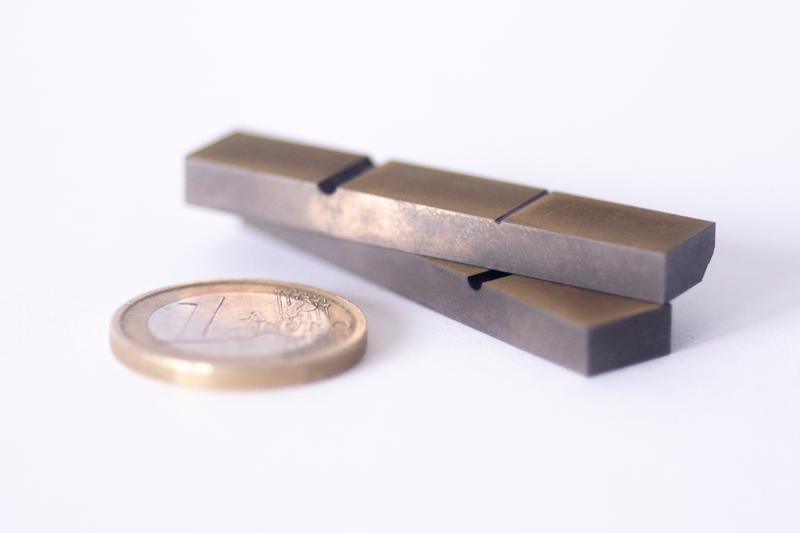
Bei der Bearbeitung von Werkstücken mit einer Wasser-bzw. mit einer Ölbadmaschine ergeben sich deutliche Unterschiede in der Qualität des Erodierergebnisses. Bohrungen mit einer Wassermaschine können Randzonenbeschädigung durch Wärmeeintrag in Hartmetall aufweisen. Auf diesem Foto ist dies anhand der weißen Schicht um die Bohrung herum deutlich sichtbar.
Auch benötigen Erodiermaschinen auf Wasserbasis einen größeren Erodierspalt, um stabile Entladungen zu erzielen. Dadurch wird mehr Energie in das Werkstück eingebracht, was zu Spannungen und Beschädigungen im Bauteil führen kann. Somit ist auch der Enddurchmesser der Bohrung größer, wie ebenfalls anhand des Fotos erkennbar.