The following advantages result from erosive machining and Fast Hole EDM Drilling into carbide and steel on an AGEMA Start Hole Drilling EDM Machine.




Comparison: Fast hole EDM drilling in carbide with water or oil?
There are significant differences in the quality of the EDM result when machining workpieces with a water or oil bath machine. Holes drilled with a water machine can show edge zone damage due to heat input into the workpiece. This is clearly visible in the white layer around the drilling in this photo.
Water-based erosion machines also require a larger erosion gap to achieve stable discharges. This introduces more energy into the workpiece, which can lead to stresses and damage in the component. As a result, the final diameter of the hole is also larger, as can also be seen in the photo.
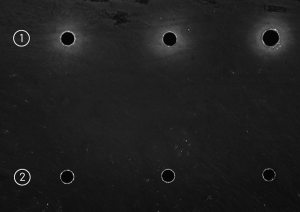 1. Start hole EDM with a deionized water machine
1. Start hole EDM with a deionized water machine
2. Start hole EDM with oil dielectric on a AGEMA machine